Jiangsu Baodie Automation Equipment Co., Ltd.





Der binne twa soarten ekstruzjeprosessen
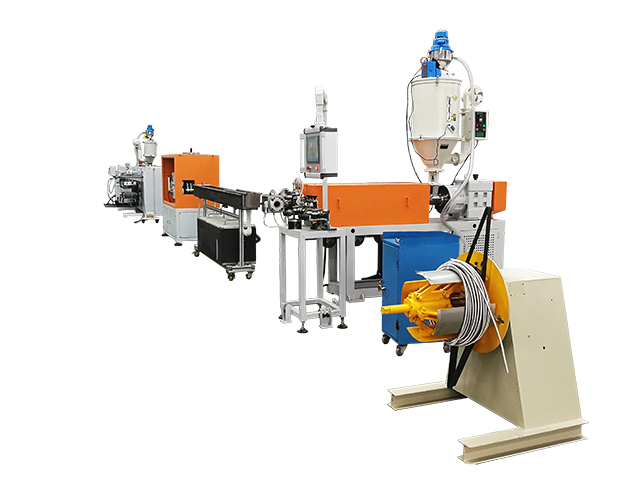
Twa-stapsmetoade: ekstrudering en wikkeljen fan 'e binnenste laachbuis → ôfwikkeljen fan flechtsjen → ôfwikkeljen fan 'e bûtenste laachcoating en wikkeljen/snijden;
Ien-stap metoade: Ekstrudearjen fan binnenbuis → online flechtsjen → online coating ekstrudearjen fan bûtenste laach → wikkeljen/snijden.



Úsfoardiel

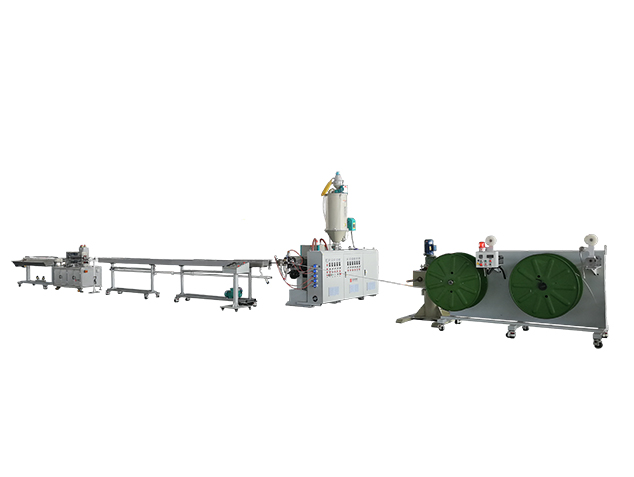
Funksjes fan 'e produksjeline
- De hiele line is foarsjoen fan in folsleine SERVO-oandriuwing om in stabile wurking fan elke technologyske keppeling fan ekstruzje te garandearjen, lykas ûntlading, smeltmjitting, traksje, ensfh.;
- Oannimme de getten koperen ferwaarming, dy't de ekstruzjeferwurkingstemperatuer oant 500 ℃ kin foldwaan;
- Útrist mei in dosearpompsysteem, om de krektens fan 'e ekstrudering fan smeltemateriaal te garandearjen, ferheegje de druk fan 'e matrijskop om holte binnen te foarkommen;
- Spesjaal ûntwerp fan waarme luchtkoelingfoarmfunksjetank, geskikt foar PEEK hege temperatuermateriaal, PVA wetteroplosber materiaal koelingsfoarmproses;
- Útrist mei online OD-deteksje en automatyske feedbackkontrôlefunksje, wurdt de tolerânsje fan 'e produktdiminsje minimaal kontroleare om it automatisearringsnivo fan 'e heule line te ferbetterjen;
- Servobedrading traverse + PLC-programmakontrôle om online presyzje en nette wikkeling te berikken, sawol grutte as lytse spoel kinne brûkt wurde foar nette wikkeling.